Cada puesto dispone de un pupitre de control que permite realizar la puesta en marcha del puesto, controlar el funcionamiento en “manual” y simular las ordenes de inicio de tarea que da el PLC maestro cuando se trabaja en monopuesto.
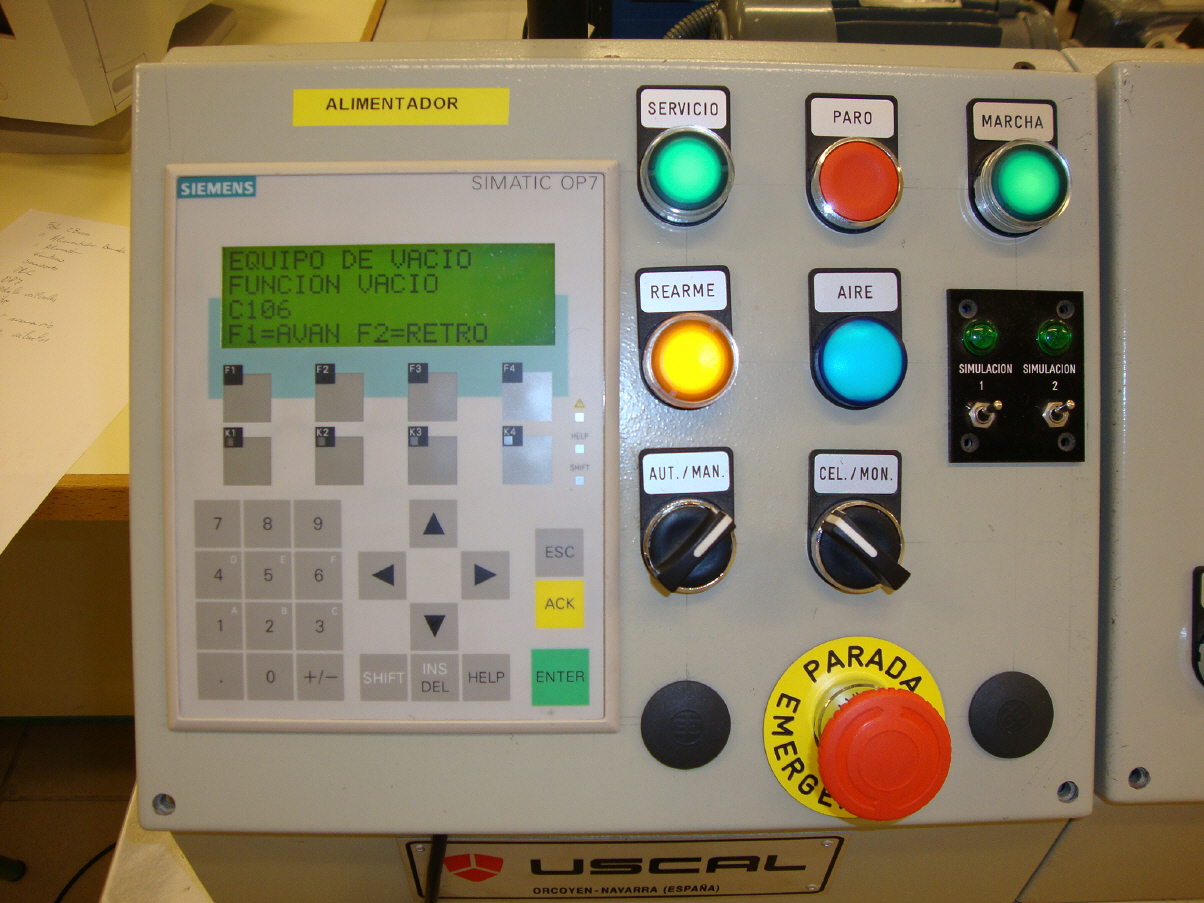
Varios pupitres incorporan un panel de operador OP de Siemens, que además de realizar algunas funciones de las anteriores, proporciona información, mensajes, alarmas, etc.
El pupitre colocado en el puesto 2, incorpora el visualizador-programador, del medidor láser de los ejes.
Un pupitre básico consta de pulsadores de: marcha, rearme, potencia y para de emergencia, desde los cuales se pone en marcha la instalación, se rearma el relé de seguridad y se aplica presión de aire al puesto. Cada pulsador incorpora un piloto indicativo de la activación correspondiente. El paro de emergencia, desconecta el relé de seguridad, quita presión de aire y para la máquina.
Cuando se ha pulsado el paro de emergencia, para volver a realizar la puesta en marcha, primero, se desenclava el paro y después se pulsan los tres anteriores.
Hay dos conmutadores desde los cuales se selecciona el funcionamiento: MANUAL Ó AUTOMÁTICO y CELULA Ó MONOPUESTO.
Para el funcionamiento en manual, se utilizan tres pulsadores (avance contador, Set y Reset) y un visualizador de contador de pulsos. (esta función es realizada por el panel de operador en aquellos puestos que disponen del mismo).
Según el valor visualizado (seleccionado desde avance contador), pulsando Set ó Reset, se activan ó desactivan los distintos mecanismos del puesto (motores, electroválvulas, pilotos, etc.).
Cuando el selector CÉLULA Ó MONOPUESTO, está en monopuesto, las señales que debieran llegar por el bus de datos “profibús” se simulan con unos interruptores (tantos como señales).
El panel de operador permite dar ordenes al control de la máquina mediante teclas programables (teclas de función). Dispone de un display de 4 líneas en donde se visualizan mensajes, alarmas, datos, etc.
La conexión del panel de operador al PLC, puede ser a través del puerto MPI del mismo ó integrarse directamente en “Profibús” (sólo en los modelos con puerto profibús).